













IoT in Manufacturing: How to get started with the Internet of Things
“Could I have one of these Internet of Things, please?!”. Granted, no customer has ever approached us knowing this little about the Internet of Things (IoT). We could not blame them if they did, however. For IoT is by no means an easy concept.
Put simply, IoT makes assets smarter by connecting them to the internet. It turns mobile phone into smartphones, a regular fridge into a smart fridge, and a conventional factory into a smart factory. This connectivity can, for instance, come from RFID chips, which make assets automatically identifiable, trackable and manageable. Attaching sensors means assets can also be monitored, recording physical or chemical values, such as vibration, temperature, energy use or humidity, reporting them in real time.
IIoT in the Manufacturing Industry
An important factor in the sector’s digital transformation, IoT holds enormous potential for manufacturers. The Industrial Internet of Things (IIoT) can cause disruption to its processes, triggering innovation.
Yet despite IoT components becoming increasingly less expensive, many are still intimidated by the technology’s scope. There is uncertainty, particularly among smaller companies, how to best tackle IoT projects and approach solution development. Is hiring a technical partner necessity? Is it worth the effort at all?
The benefits of IoT technology read like every plant manager’s wish list:
- Process Optimization: Constant real-time remote monitoring reduces the risk of outages and improves asset availability. Early detection of problems allows for swift action, preventing issues from getting out of hand. Thanks to better understanding, the right machine can be selected for a particular process, machine hour-rates can be calculated accurately, resulting in increased productivity.
- New business areas: Connecting customer devices, assets and products opens up new revenue streams to traditional manufacturers through complementary services, such as predictive maintenance or remote troubleshooting. This also improves customer loyalty.
- Profitability: Better planning, fewer outages and more efficiency inevitably have an effect on a company’s bottom line. Frictionless production increases output, but improved field service also increases profit.
Only few organizations have the resources to completely digitally transform their operations into a through and through smart factory.
This does not mean, however, that small and mid-sized businesses should dismiss IoT out of hand. Companies of all sizes benefit from the Internet of Things. Simply connecting assets has many advantages: The large amounts of data collected this way provide extremely valuable insights into processes and lay the foundation of efficient process optimization.
Planning IoT projects
IoT for IoT’s sake is a waste of time. At the center of each project has to be an unsolved problem, a pain point for the company or its customers. How and if it can be fixed is secondary.
The motto for getting started with IoT is, “start simple and take small steps”:
- Connect assets Assets that are not IP enabled can be retrofitted.
- Analyse the generated data Real-time and process data will reveal patterns and potential issues.
- Generate insights: These can for instance come in the form of detecting processes that could be streamlined.
- Take action: This may mean adjusting processes or developing new business opportunities.
The good news is: These days nobody has to start their IoT project completely from scratch. Large cloud providers such as Microsoft, Amazon Web Services or Google provide IoT services that simplify development and management. These solutions are ideal for getting started.
We recommend: Azure IoT Central
proMX recommends the IoT product suite from Microsoft, which simplifies connecting and managing assets and integrates with existing IT infrastructure (like CRM or ERP systems).
Azure IoT Central is a holistic Software-as-a-Service (SaaS) solution for the Internet of Things. It significantly lowers the initial hurdle since no cloud infrastructure expertise is required to work with it and is installed within minutes. Additionally, the first 12 months of use are free.
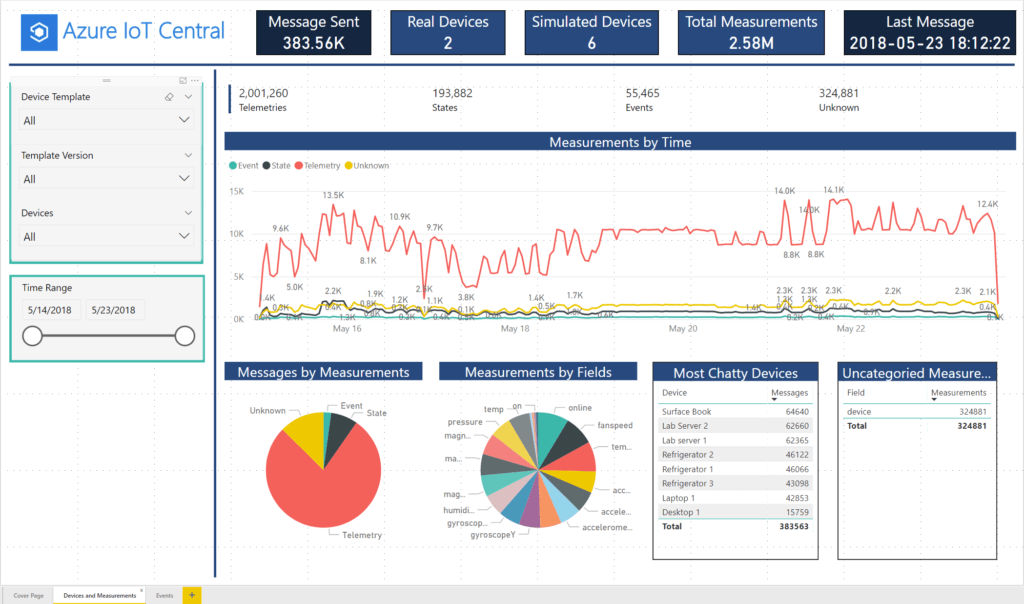
IoT Central reduces complexity for the end user. Instead of having to develop solutions themselves, they can make use of templates. Users gain immediate insights into connected devices, while privacy and security features (e.g. role-based access rights) guarantee full control over data.
What to look for in an IoT partner
Azure IoT Central represents the architectural component of an IoT solution, which usually makes up 80% and is identical in most projects.
Specialized and functional components build on this basis and adapt the solution according to the need of the company in question, the specific use case and solution. This is where cooperation with a technical partner is essential since only a handful of businesses worldwide have sufficient expertise in house to accomplish such a task on their own.
Such a partner should not only have extensive technical knowhow but also be intensely familiar with the industry in question and its processes.
Are you planning to implement IoT technology in your manufacturing business? Contact us to discuss how we can support you in such a project.
FAQ
The growing IoT technology used to enhance manufacturing is known as Industrial IoT (IIoT). IIoT refers to the use of IoT devices, sensors, and other technologies to improve the efficiency, safety, and productivity of industrial processes. IIoT can be used in various ways to enhance manufacturing.
IoT (Internet of Things) is important in the manufacturing industry because it enables the integration of physical devices, sensors, and software systems, which can be used to collect, analyze, and leverage data in real-time to optimize and automate industrial processes.
Smart manufacturing technology refers to the integration of advanced technologies such as IoT (Internet of Things), AI (Artificial Intelligence), machine learning, cloud computing, and robotics in the manufacturing process. Smart manufacturing technology enables manufacturers to collect and analyze vast amounts of data in real-time, which can then be used to optimize and automate the manufacturing process.
RECENT POST
OUR EVENTS

